
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
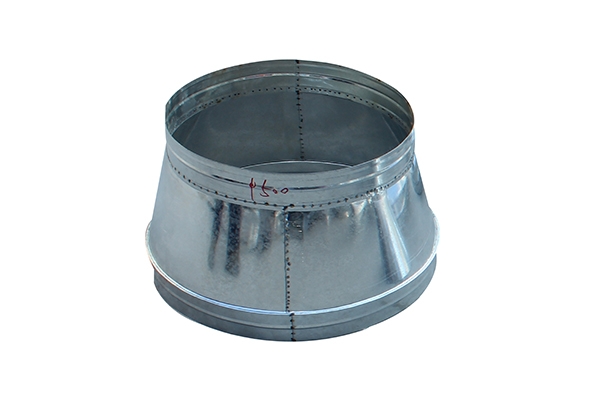
1、材料东莞镀锌快速卡箍加工要求(1)所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。(2)制作风管及配件的钢板厚度应符合下表的规定。(3)镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。2、作业条件(1)集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿镀锌快速卡箍加工的厂房。(2)现场分散加工应具有能防雨雪、大风及结构牢固的设施。(3)作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材。(4)风管制作应有批准的图纸、经审查的大样图、系统图,并有施工员的技术质量及安全交底。

咬口时东莞镀锌快速卡箍加工手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。制作圆风管时,将咬口镀锌快速卡箍加工两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。

1.风管排列镀锌快速卡箍加工法兰连接(1)为了保证法兰接口的严密性,法兰之间应该有垫料。(2)应了解各种垫料的使用范围,以免用错垫料。法兰垫料不能挤入或凸入管内,否则会增大流动阻力,从而增加管内积尘。(3)擦拭掉法兰表面的异物和积水,法兰连接后严禁往法兰缝隙填塞垫料。(4)法兰如有破损,应及时修理或镀锌快速卡箍加工更换,连接法兰的螺母应在同一侧。(5)不锈钢风管法兰连接的螺栓,好用同材质的不锈钢制成,并按要求喷涂涂料。(6)铝板风管法兰连接应采用镀锌螺栓,并在法兰两侧垫镀锌垫圈。
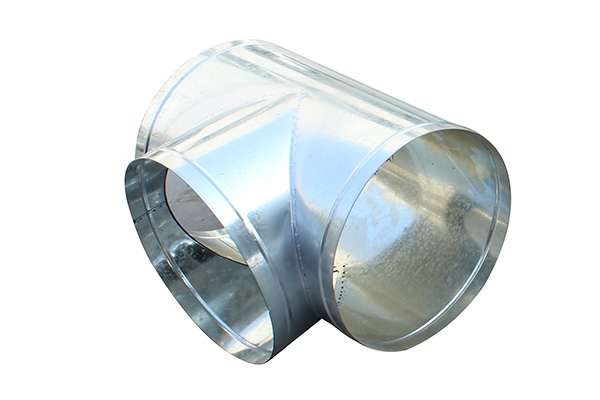
1、风东莞镀锌快速卡箍加工管采用无法兰连接时,接口处应严密、牢固。矩形风管四角要有定位及密封揩施。风管连接两平面应平直,不得错位及扭曲。2、安装在支架上的圆形风管应设托座。3、风管穿出屋面外应设置防雨罩。4、输送易产生冷凝水的风管,应按设计要求的坡度安装。风管底部不镀锌快速卡箍加工能有纵向接缝,如有接缝应用密封处理。5、钢板风管与砖、混凝土风道的插接应顺应气流方向,风管与风道结合面要进行密封处理。 6、保温风管的支、吊架宜设在保温层外部,并不得损坏保温层。7、送风管和与总管采用垂直插接时,接口处应设置导风调节装置。

在不增加任何压降镀锌快速卡箍加工的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在镀锌快速卡箍加工管道的各个方向增加40~80mm。





