
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
1.焊前准备(1)根据板厚镀锌工业螺旋风管加工形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。(2)坡口形式宜采用V形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。不锈钢工业螺旋风管加工螺旋风管2.焊接技术要求(1)手工电弧焊时焊机应采用直流反接,氩弧焊时应采用直流正接。(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙酮清洗,然后进行烘干,随取随用。

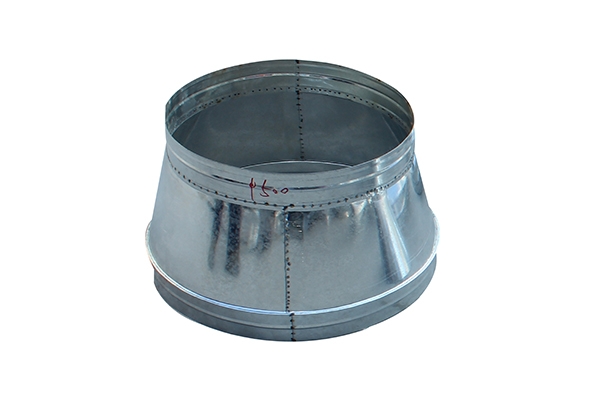
塑料材料镀锌工业螺旋风管加工的运用赋予了这种管材更加优异的使用性能,既有钢管的强度和刚度,又有塑料管的耐化学腐蚀、内壁光滑、不积垢、流体阻力小等优点。在我国建筑业迅速发展的形势下,其市场推广与应用也迎来了发展契机。尤其是在近些年,国内管道市场中已逐渐给钢塑复合管占领,而现今全球经济都普片低迷,虽然说钢塑复合不锈钢螺旋风管是研发出来的新型管道,但仍需继续努力,因为我国的钢塑复镀锌工业螺旋风管加工合管开发的时间不长,在原材料、技术工艺、制造设备等各方面与国外相比,还有较大差距,目前改进方式已经在持续进行,相信未来的日子,这种新型的不锈钢螺旋风管会为我们社会生产做出巨大贡献。

一、施工前应设备镀锌工业螺旋风管加工总管的工程师要求,将各工种的管线,单线画在一张平面图上。每种管道用一种彩色笔。在各交点处综合其标高,看是否有矛盾之处,及时发现,将问题解决在安装之前。观察现场的施工情况,因为现场施工情况不一样的话,连接的长度也是不一样的,所以我们先要将螺旋风管一节一节的放在支架上衔接起来,这是蕞开始的步骤。二、当小管遇到大管时,有压让无压锌镀锌工业螺旋风管加工螺旋风管,就好像自来水管与风管相撞,则应当自来水管拐弯。冷、热水管与下水管相碰,则应改变冷、热水管道。第三:为了减少投资扁圆螺旋风管,节省空间,降低层高,有些敷设无坡度要求的管道,可以穿梁敷设。
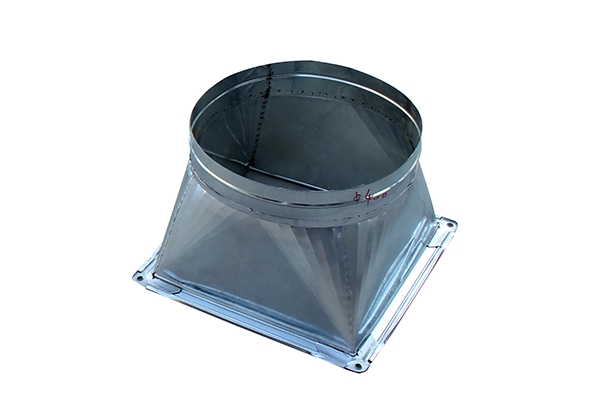
1、风东莞镀锌工业螺旋风管加工管采用无法兰连接时,接口处应严密、牢固。矩形风管四角要有定位及密封揩施。风管连接两平面应平直,不得错位及扭曲。2、安装在支架上的圆形风管应设托座。3、风管穿出屋面外应设置防雨罩。4、输送易产生冷凝水的风管,应按设计要求的坡度安装。风管底部不镀锌工业螺旋风管加工能有纵向接缝,如有接缝应用密封处理。5、钢板风管与砖、混凝土风道的插接应顺应气流方向,风管与风道结合面要进行密封处理。 6、保温风管的支、吊架宜设在保温层外部,并不得损坏保温层。7、送风管和与总管采用垂直插接时,接口处应设置导风调节装置。

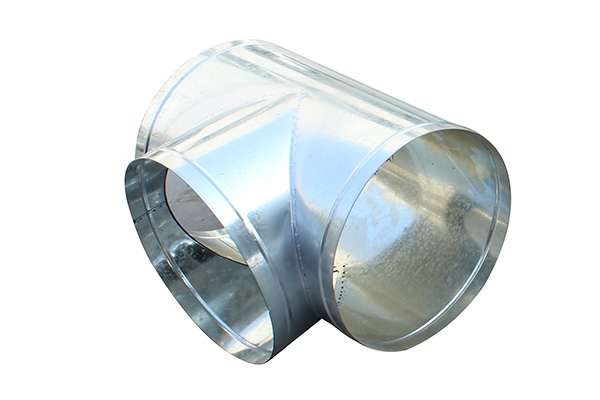
在不增加任何压降镀锌工业螺旋风管加工的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,数条平行的圆形管道可取代扁平矩形管道。考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。许多矩形管道系统安装时需要4螺栓系统,因而在镀锌工业螺旋风管加工管道的各个方向增加40~80mm。
作业地点要有相应镀锌工业螺旋风管加工的辅助设施,如梯子、架子、安全防护、消防器材,并有施工员的技术、质量、安全交底。在通风管道安装中,必须注意电气安全,配电箱、开关箱必须防雨、防尘,实行专人管理和使用,电气接线与拆除必须由电工操作,非专业人员不得进行接线等配电作业。开关箱的配置和接线应与分配电箱及配电线路相适应,箱内电器应安装在金属或非木质的绝缘板上。开关箱的开关电器必须在任何情况东莞镀锌工业螺旋风管加工下都可以使用电设备实行电源隔离。施工现场使用的移动灯具和电动工具必须使用橡皮电缆,并且不得破皮和绝缘老化。指定安全用电责任人,及时发现和处理用电安全隐患,杜绝用电安全事故。





