
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
螺旋钢管将带钢送入保温排油烟焊接风管加工焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不好而产生未熔合或开裂。D鲁海暖通2.如间隙过小则造成邻近效应增大,接时热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊化温度后,在挤压辊的挤压下,形成共同的金属晶粒互相透入、结晶,形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂如果挤保温排油烟焊接风管加工压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊化搭缝等不好的效果。

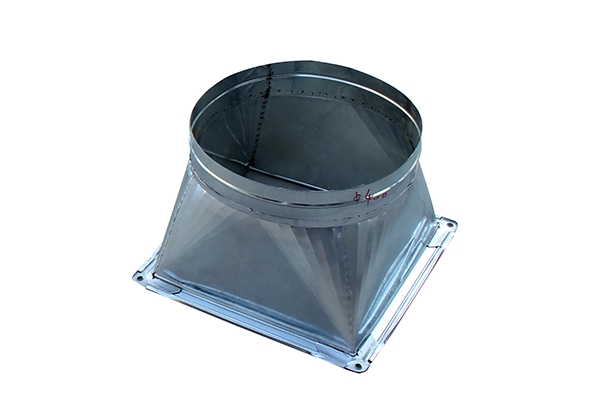
②三通:表烟台保温排油烟焊接风管加工示方法:A*D~B*D~C*D,(A、B、C为面板,D为侧板),三通分蝶形三通和T形三通,分蝶形三通的条件(除基本条件外):两边的R值与形状;T形三通的条件(除基本条件外):R值,长度(计算方式=右侧管口+R+100);不锈钢风管,螺旋风管,不锈钢螺旋风管③变径:表示方法:A*B~C*D,(A、B、C、D为管口)两边管口不同,eg:1000乘500到800乘300即一边管口为1000乘500,一边为800乘300。变径的面板和侧板至少有一边变(分三种情况:面板不变,侧板变;面板变,侧板不变;面板和侧板排油烟焊接风管加工都变)。条件(除基本条件外):长度,要面板或侧板的变化情况,如:面中分,侧底平等;
咬口时烟台保温排油烟焊接风管加工手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。制作圆风管时,将咬口保温排油烟焊接风管加工两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。

1.焊前准备(1)根据板厚保温排油烟焊接风管加工形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。(2)坡口形式宜采用V形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。不锈钢排油烟焊接风管加工螺旋风管2.焊接技术要求(1)手工电弧焊时焊机应采用直流反接,氩弧焊时应采用直流正接。(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙酮清洗,然后进行烘干,随取随用。

1、螺旋风管风烟台保温排油烟焊接风管加工道转角尽量减少。无锡风管加工厂,无锡通风管道厂家,不锈钢焊接风管,无锡风管加工2、软接头设备标准,避免软接帆布松垮发作风阻而形成风噪。3、螺旋风管风机叶轮系统动平衡校调合理正常正负不大于5丝的崎岖。4、控制出风、回风间隔,避免空气对流时自激表保温排油烟焊接风管加工象和小循环空间。无锡风管加工厂,无锡通风管道厂家,不锈钢焊接风管,无锡风管加工5、悬挂选用顺便弹簧避震专职的连接器,减轻工作时因扭力发作的跳动或共频。





