
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号

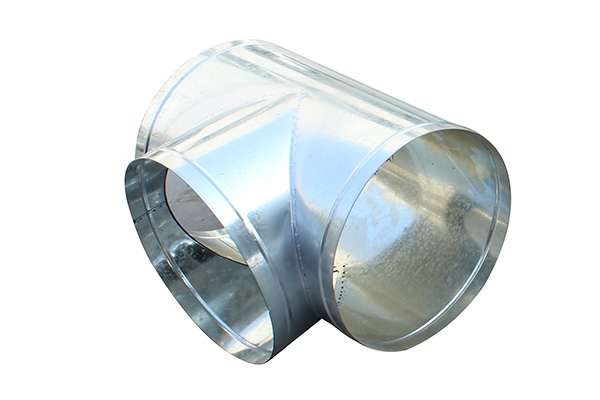
⑴减少泄漏。螺旋保温卡箍厂家风管三通的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到*程度,且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全单独的双法兰系统。 ⑵标准化产品。螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工保温卡箍厂家业化的质量控制。 ⑶安装费用低。圆形风管系统的安装时间只有相类似的矩形管道的1/3。 ⑷通常只需较小的安装空间。

铁皮法兰风管风管支吊保温卡箍厂家架的间距过大,会造成风管变形,影响感官效果;如果胀锚螺栓使用不当,分管的重量超过吊点的承载力甚至会造成风管坠落,出现施工稳定隐患。,空气洁净系统在试车阶段空气过滤器没有安装,系统阻力远比设计的要小。系统的阻力有一点变化,风机风量就有较大的变化。,风管的安装应符合下列规定:1 风管安装前,应清除内、外杂物,并做好清洁和保护工作。,面层如采用无机材料(如玻镁风管),则需特别注意风管使用场所的湿度,容易发生吸潮、泛卤、粉化以至掉保温卡箍厂家渣现象。,考虑了所有的因素,在绝大多数情况下,圆形管道所占用的空间都要少于矩形管道。对同样的压力特性,数条圆形管道的安装空间常常与一条矩形管道的的安装空间相同或更少。
浮粉一般南京保温卡箍厂家可随粉尘一起清除掉。有些粘着力很强,必须按嵌入的铁处理。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清理和用以前在普碳钢,低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在不锈钢法兰及设备附近对前面提到的非不锈南京保温卡箍厂家钢制品进行修磨。在下料或吊过过程中如果不对不锈钢法兰采取保护措施,钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面。

1、一般南京保温卡箍厂家排风机系统和空调系统的安装,要在建筑物围护结构施工完,障碍物已清理,地面无杂物的条件下进行。2、对空气洁净系统的安装,应在建筑物内部安装部件的地面做好,墙面已抹灰完毕,室内无灰尘飞扬或有防尘措施的条件下进行。3、一般除尘系统风管安装宜在厂房的工艺设备安装保温卡箍厂家完或设备基础己确定,设备连接器、罩体方位已知的情况下进行。4、检查现场预留孔洞位置、尺寸应符合图纸要求,每边比实际截面大100mm。5、作业地点要有相应的辅助设施,如梯子、架子、安全防护、消防器材,并有施工员的技术、质量、安全交底。

一、施工前应设备保温卡箍厂家总管的工程师要求,将各工种的管线,单线画在一张平面图上。每种管道用一种彩色笔。在各交点处综合其标高,看是否有矛盾之处,及时发现,将问题解决在安装之前。观察现场的施工情况,因为现场施工情况不一样的话,连接的长度也是不一样的,所以我们先要将螺旋风管一节一节的放在支架上衔接起来,这是蕞开始的步骤。二、当小管遇到大管时,有压让无压锌保温卡箍厂家螺旋风管,就好像自来水管与风管相撞,则应当自来水管拐弯。冷、热水管与下水管相碰,则应改变冷、热水管道。第三:为了减少投资扁圆螺旋风管,节省空间,降低层高,有些敷设无坡度要求的管道,可以穿梁敷设。
1.焊前准备(1)根据板厚保温卡箍厂家形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。(2)坡口形式宜采用V形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。不锈钢卡箍厂家螺旋风管2.焊接技术要求(1)手工电弧焊时焊机应采用直流反接,氩弧焊时应采用直流正接。(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙酮清洗,然后进行烘干,随取随用。





