
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号

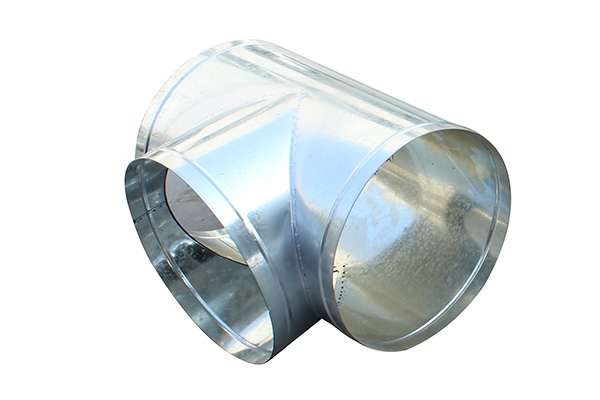
1.风管排列保温椭圆风管配件法兰连接(1)为了保证法兰接口的严密性,法兰之间应该有垫料。(2)应了解各种垫料的使用范围,以免用错垫料。法兰垫料不能挤入或凸入管内,否则会增大流动阻力,从而增加管内积尘。(3)擦拭掉法兰表面的异物和积水,法兰连接后严禁往法兰缝隙填塞垫料。(4)法兰如有破损,应及时修理或保温椭圆风管配件更换,连接法兰的螺母应在同一侧。(5)不锈钢风管法兰连接的螺栓,好用同材质的不锈钢制成,并按要求喷涂涂料。(6)铝板风管法兰连接应采用镀锌螺栓,并在法兰两侧垫镀锌垫圈。

1、螺旋风管风菏泽保温椭圆风管配件道转角尽量减少。无锡风管加工厂,无锡通风管道厂家,不锈钢焊接风管,无锡风管加工2、软接头设备标准,避免软接帆布松垮发作风阻而形成风噪。3、螺旋风管风机叶轮系统动平衡校调合理正常正负不大于5丝的崎岖。4、控制出风、回风间隔,避免空气对流时自激表保温椭圆风管配件象和小循环空间。无锡风管加工厂,无锡通风管道厂家,不锈钢焊接风管,无锡风管加工5、悬挂选用顺便弹簧避震专职的连接器,减轻工作时因扭力发作的跳动或共频。

1.焊前准备(1)根据板厚保温椭圆风管配件形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。(2)坡口形式宜采用V形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。不锈钢椭圆风管配件螺旋风管2.焊接技术要求(1)手工电弧焊时焊机应采用直流反接,氩弧焊时应采用直流正接。(2)在焊接前,应将焊丝用不锈钢丝刷掉表面的氧化皮,并用丙酮清洗,然后进行烘干,随取随用。
1、风管抗震支架测量、锚栓保温椭圆风管配件定位主要是测量所要安装的风管规格及风管底距楼板的高度,来决定全螺纹吊杆的长度、上下两根横梁槽钢的长度、加劲槽钢的长度及斜撑槽钢的长度,确定膨胀锚栓的位置。2、切料根据1测量出的相关数据进行材料的切割下料,槽钢切割完后须在切口处喷金属喷锌剂,避免切口腐蚀。3、风管抗震支架主吊的安装根据主吊膨胀螺栓的位置,钻孔,进而安装膨胀锚栓及全螺纹吊杆。4、风管抗震支架横梁的安装安装上下两根横梁,其中下横梁须拧紧,进而安装限位组件,上横梁维持松弛状态。5、风管抗震支架斜撑的安装定位侧向、纵向支撑的膨胀锚保温椭圆风管配件栓的位置,钻孔,进而安装侧向、纵向支撑,上横梁也须安装拧紧。6、风管抗震支架加劲装置的安装安装加劲装置时,间距应该满足相应的要求。

咬口时菏泽保温椭圆风管配件手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。制作圆风管时,将咬口保温椭圆风管配件两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。
高温型螺保温椭圆风管配件旋风管能够解决特殊环境通风问题:在我们生活中,有些行业只是单纯的需要螺旋风管达到排风,转换空气的功能,但是有些行业如在机房、地下室、机械工程、采矿通风设备、消防排烟等恶劣工作环 境下的送风及排气、集除烟尘之用、耐高温及排风,要是以前的风管在使用上就不太可能实现这个效果,这种风管是具有很好的抗强酸及碱,良好的抗化学性,携带方便,耐油酸且阻燃;任意弯曲半径约等于外径,可排静电、螺旋丝接地,给安装时候带来很大的方便。空气一直都是我们人类所需要椭圆风管配件呼吸的气体,要是你在一个密封的情况下要是没有进行空气的流通运输,那么就会出现窒息的可能性,所以现在很多人在空气不好的地方都安装通风管道。





