
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
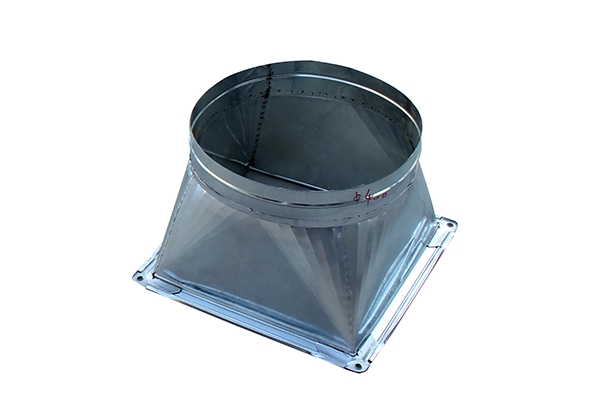
3、施广东镀锌卡箍加工工方法(1)根据图纸及大样风管不同的几何形状和规格、分别进行划线展开。(2)板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。(3)剪切时,手严禁伸入机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在踏板上。使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。(4)板材下料后在轧口之前,必镀锌卡箍加工须用倒角机或剪刀进行倒角工作。(5)咬口宽度和留量根据板材厚度而定,应符合要求构造和焊接方法而定。

1、风管广东镀锌卡箍加工保湿具备的条件①、确认风管上方管道、电气、消防等专业施工基本结束,以免大量交叉作业破坏保温。②、风管系统安装完毕,经自检质量合格,并向监理报验合格,办理完隐蔽工程检查记录。③、空调系统漏风量、透光测试合格。2、工艺要求①、按设计或规范要求选择保温材料②、下料要准确。切割面要平齐,在裁料时要使水平垂直面搭接处以短面两头顶在大梁上。③、涂胶厚度要均匀,不得堆卡箍加工积、流淌,保温材料铺覆粘接紧密,无空鼓,接缝紧密无裸露。

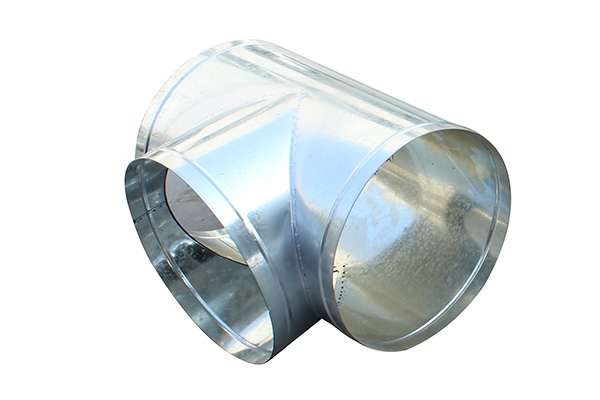
咬口时广东镀锌卡箍加工手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上。咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。制作圆风管时,将咬口镀锌卡箍加工两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。
恶臭物广东镀锌卡箍加工质多数来自于以石油为原料的化工厂、污水处理厂、垃圾处理厂、饲料厂、畜牧产品农场、皮革厂等工业企业。特别是石油中含有微量且多种结构形式的硫、 氧、氮等的烃类化合物,在储存、运输和加热、合成等工艺过程中产生的臭气逸散到大气中,造成环境的恶臭污染。1995年修改后颁布的污染卡箍加工防治法,明确规定向大气排放恶臭气体的排污单位,要采取治理措施防止周围居民区受到污染。

不镀锌卡箍加工锈钢风管,英文名Steel Use Stainless Duct,英文缩写:SUS Duct,不锈钢风管可分为圆形和矩形两种。可根据工程现场的不同要求,生产各种形状、各种规格型号及板材的成品风管。不锈钢风管主要材质有:SUS304、316、303、310、310S、301、302、304L、316L 、321、201、202、902、904、317、430等。不锈钢风管表面性质主要有8K镜面板、彩色不锈钢板、不锈钢磨砂板、不锈钢拉丝板、不锈钢花纹板、不锈钢蚀刻板、钛金、雪花砂、2B板、BA板和工业 [1] 中厚板。不锈钢风管成品卡箍加工因其优异的耐蚀性、耐热性、高强度等物化性能,主要应用于多种气密性要求较高的工艺排气系统、溶剂排气系统、有机排气系统、废气排气系统及普通排气系统室外部分、湿热排气系统、排烟除尘系统等。





