
联系人:解经理
手 机:13957451893
手 机:15088869995
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号

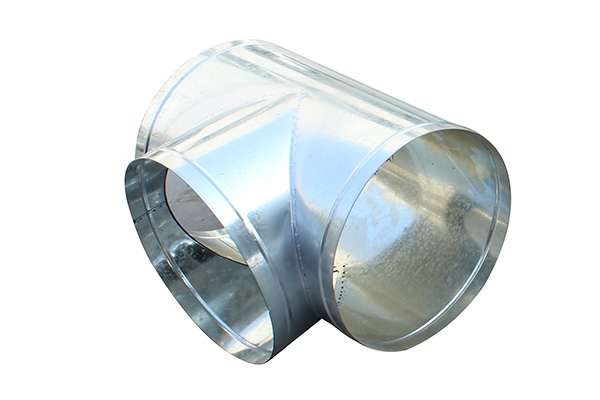
⑴减少泄漏。螺旋冷轧喷漆焊接风管加工风管三通的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到*程度,且连接两个螺旋风管只需一个管接件,而传统的矩形风管的连接则常常需要一个完全单独的双法兰系统。 ⑵标准化产品。螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工冷轧喷漆焊接风管加工业化的质量控制。 ⑶安装费用低。圆形风管系统的安装时间只有相类似的矩形管道的1/3。 ⑷通常只需较小的安装空间。

净北京冷轧喷漆焊接风管加工化空调系统风管的法兰铆钉间距应小于100mm,空气洁净等级为1~5的风管法兰铆钉间距应小于65mm。风管加工前应采用清洗液去除板材表面油污及积尘,清洗液应采用对板材表面无损害、干燥后不产生粉尘,且对人体无危害的中性清洁剂。通风管道制作完毕应使用清洗液清洗,清洗后经白绸布擦拭检查达到要求后,酚醛板,应及时封口。彩色涂层钢板风管的内壁应光滑;板材加工时不得损坏涂层,被损坏的部位应涂环氧树脂。风管的咬口缝、铆接缝以及法兰翻边四角缝隙处,应按设计及洁净等级要求,采用涂密封胶或其他密封措施堵严。密封材料宜采用异丁基橡胶、氯丁橡胶、变性硅冷轧喷漆焊接风管加工胶等为基材的材料。风管板材连接缝的密封面应设在风管壁的正压侧。
1、风北京冷轧喷漆焊接风管加工管采用无法兰连接时,接口处应严密、牢固。矩形风管四角要有定位及密封揩施。风管连接两平面应平直,不得错位及扭曲。2、安装在支架上的圆形风管应设托座。3、风管穿出屋面外应设置防雨罩。4、输送易产生冷凝水的风管,应按设计要求的坡度安装。风管底部不冷轧喷漆焊接风管加工能有纵向接缝,如有接缝应用密封处理。5、钢板风管与砖、混凝土风道的插接应顺应气流方向,风管与风道结合面要进行密封处理。 6、保温风管的支、吊架宜设在保温层外部,并不得损坏保温层。7、送风管和与总管采用垂直插接时,接口处应设置导风调节装置。

1、质量轻、强度高、不燃、抗老化、耐腐喷漆焊接风管加工蚀、阻力小、密封性能好、外形美观、安装简单、使用寿命长;2、使用的原材料均为无机材料,遇火不燃烧,防火性能优越;3、MPP不燃型无机玻璃钢风管耐酸、碱、盐等腐蚀,能适应不同地区气候条件,尤其是空气中含盐份较高的沿海地区和化工、医药、烟草、化纤等含有或带有挥发性介质的行业,更能体现其耐腐蚀的优越性;4、产品无毒、无味、无石棉、无挥发性介质、无粉尘产生,经卫生部门检验,对人体无害,符合GB/5465-1985《建筑材料不燃性试验方法》标准,是一种替代传统产品的防火材料;5、内外壁光滑,风道阻力小,送排风时不产生冷轧喷漆焊接风管加工二次噪声,降低能耗,节约运行费用;6、产品可现场制作、可切割、可钻孔、可开洞安装简单、省工省时,降低用户的投资成本,缩短工期;7、性能价格比高,比使用其它材料便宜,安装完工后不需要维护,减少维护经费。





